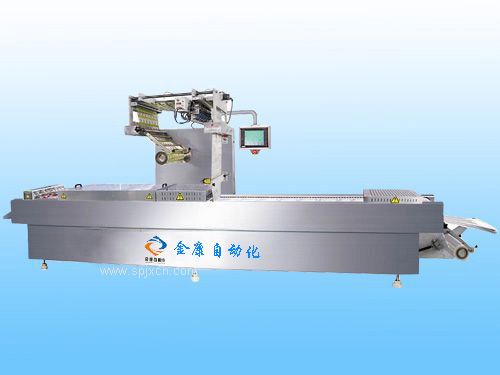
鹵蛋**拉伸真空包裝機(jī)詳細(xì)說(shuō)明
供應(yīng)休閑鹵蛋真空包裝機(jī) 拉伸膜真空包裝設(shè)備 拉伸膜鹵蛋真空包裝機(jī)從包裝形式來(lái)看是一種全自動(dòng)真空包裝機(jī)���,他只需人工擺放����,不需要人工裝袋�,無(wú)需人工包裝。拉伸膜包裝機(jī)可以連續(xù)包裝不�����?拉伸膜真空包裝機(jī)可以實(shí)現(xiàn)連續(xù)工作產(chǎn)量跟高����。拉伸膜包裝機(jī)跟普通包裝機(jī)相比同樣產(chǎn)量高于10倍。拉伸膜包裝機(jī)可以使用于每一種產(chǎn)品嗎����?拉伸膜包裝機(jī)一般實(shí)用于�、規(guī)則型的產(chǎn)品�,一般比較適用于小型的食品包裝。山東哪里的拉伸膜質(zhì)量好��?可以到諸城金康自動(dòng)化工業(yè)裝備有限公司來(lái)咨詢���,那里無(wú)論價(jià)位跟服務(wù)都比較滿意��。 ?拉伸膜真空包裝機(jī)從規(guī)格上分HJK320. HJK420. ? HJK520等型號(hào)��,客戶根據(jù)自己的產(chǎn)量可以自行選擇���,根據(jù)客戶包裝的產(chǎn)品定制不同的模具,拉伸膜真空包裝機(jī)的價(jià)位與配置息息相關(guān)��,根據(jù)客戶實(shí)力不同我們可以為您定制不同配置的拉伸膜真空包裝機(jī)����,但是可以同樣滿足您的包裝要求。 ?金康自動(dòng)化全自動(dòng)熱成型休閑鹵蛋真空包裝機(jī)原理主要由以下幾部分組成:薄膜輸送系統(tǒng)��、上下模引導(dǎo)部分�����、底膜預(yù)熱區(qū)、熱成型區(qū)��、裝填區(qū)���、熱封區(qū)����、噴碼系統(tǒng)�、分切區(qū)及邊料回收系統(tǒng)���、控制系統(tǒng)等�����,整機(jī)采用模塊化結(jié)構(gòu)設(shè)計(jì)�����,可根據(jù)用戶需要增減各種裝置�,從而增減和改變各種功能�。以下為各部分裝置的工作原理��。 ? ? 1.薄膜輸送系統(tǒng)����。整機(jī)采用卷筒薄膜成型包裝��,因此設(shè)計(jì)有薄膜牽引輸送裝置�。在工作中,底膜由預(yù)熱成型至封合分切的全過(guò)程中均受到夾持牽引作用�,其動(dòng)力均來(lái)自沿機(jī)器縱向兩側(cè)配置的傳動(dòng)鏈條。鏈條上每一節(jié)距均裝配有一個(gè)夾子�,這些夾子可以自動(dòng)將底膜夾住并由始至終。傳送鏈條以連續(xù)步進(jìn)的方式將底膜從機(jī)器始端送至終端�����。標(biāo)準(zhǔn)機(jī)型的鏈條由一個(gè)雙速三相電機(jī)驅(qū)動(dòng)�����,進(jìn)給時(shí)采用高速�,在每個(gè)步進(jìn)停止前自動(dòng)切換成低速運(yùn)行,使其準(zhǔn)確的停止在每個(gè)步進(jìn)的終止位置����。這種驅(qū)動(dòng)方式可以使鏈條的運(yùn)行速度在每個(gè)進(jìn)給的起始階段均勻加速��,而在終止階段逐步減速���。可避免在包裝圓形固體或液體時(shí)由于鏈條的快速啟動(dòng)或急速停止而使包裝物從托盤(pán)中滾出或?yàn)R出�����。作為選擇��,可采用步進(jìn)電機(jī)驅(qū)動(dòng)�����,實(shí)現(xiàn)電子控制無(wú)級(jí)調(diào)速�����。 ? ? 2.上下膜導(dǎo)引部分�。上下膜分別裝在上下退紙輥上,受牽引松卷,經(jīng)導(dǎo)輥���、搖輥導(dǎo)引拉展開(kāi)并送入機(jī)器��。其中上卷膜在被牽引輸送過(guò)程中設(shè)計(jì)有光電定位裝置識(shí)別其印刷光標(biāo),使上膜圖案準(zhǔn)確定位在每個(gè)成型托盤(pán)的上方,實(shí)現(xiàn)精確包裝���。另外,在上卷膜進(jìn)入熱封區(qū)之前,可裝配一個(gè)打碼裝置,通過(guò)電控實(shí)現(xiàn)同步日期及批號(hào)的打印�。 ? ? 3.底膜預(yù)熱區(qū)及熱成型區(qū)�����。底膜在成型之前需要加熱,為了提高生產(chǎn)率,實(shí)現(xiàn)快速成型,在熱成型區(qū)之前設(shè)有預(yù)熱區(qū),使底膜進(jìn)入熱成型區(qū)之前已具一定溫度,從而使熱成型區(qū)的升溫時(shí)間縮短�。根據(jù)薄膜的軟硬程度,厚薄和材質(zhì)的不同,其成型溫度也有所不同。熱成型方式有包括氣壓成型��、真空成型�、沖模成型等多種方式。 ? ? 4.裝填區(qū)���。底膜成型后進(jìn)入裝填區(qū),該區(qū)可根據(jù)包裝物料的不同配備相應(yīng)的裝填機(jī),或者采取人工裝填���。裝填區(qū)的長(zhǎng)度可根據(jù)需要制造,以便裝填操作。 ? ? 5.熱封合區(qū)�。已經(jīng)裝填物料的托盤(pán)底膜進(jìn)入熱封合區(qū)的同時(shí),在其上方覆蓋上膜。熱封區(qū)內(nèi)裝配有熱封模板, 由氣缸驅(qū)動(dòng),熱封模板內(nèi)帶電熱管,由溫控元件控制其加熱溫度��。通過(guò)熱封模板可將上膜與托盤(pán)底膜熱壓封合���。熱封溫度和熱封時(shí)間由電控設(shè)定����,以適應(yīng)薄膜的不同厚度或不同材質(zhì)。根據(jù)需要在熱封合區(qū)可安裝真空和充氣裝置以實(shí)現(xiàn)真空或真空充氣包裝��。同樣�����,真空度和充氣量可由電控裝置控制�。 ? ? 6.分切區(qū)。熱封后形成了排列整齊的包裝, 但這些包裝是連在一起的,必須要進(jìn)入分切區(qū)進(jìn)行橫切縱切等工序,才能獲得一個(gè)個(gè)**的成品包裝�。根據(jù)薄膜厚薄、軟硬��、材料和分切形狀要求,可配備不同的分切模塊��。 ? ? 7.邊料回收裝置���。分切過(guò)程中的邊條薄膜由收集器收集。根據(jù)薄膜的軟硬和分切方法的不同可采用真空吸出���、破碎收集或纏線繞卷的方式���。 ? ? 8.控制系統(tǒng)由于整機(jī)采用模塊化組合式結(jié)構(gòu)設(shè)計(jì),每一模塊為一相對(duì)**的整體�����。在包裝過(guò)程中,各模塊結(jié)構(gòu)之間的運(yùn)動(dòng)關(guān)系有著極嚴(yán)格的要求,需要相互精確定位���、協(xié)調(diào)銜接。因此,機(jī)器的自動(dòng)控制非常重要���。電控系統(tǒng)可采用編程控制器或微處理器���。機(jī)器啟動(dòng)后, 控制器就根據(jù)儲(chǔ)存的程序來(lái)控制機(jī)器的運(yùn)作。一些主要數(shù)據(jù)如壓縮空氣壓力�����、真空度�����、成型溫度����、批量號(hào)等均可輕易修改以適應(yīng)工作狀態(tài)的變化。